Premium
2,8 kilometer svetsfog i munstycket till Europas nya bärraket



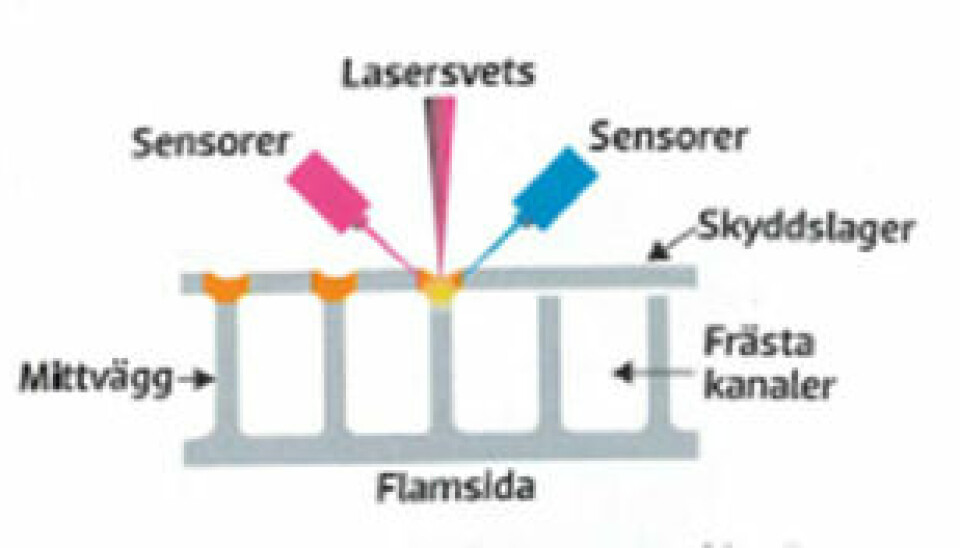
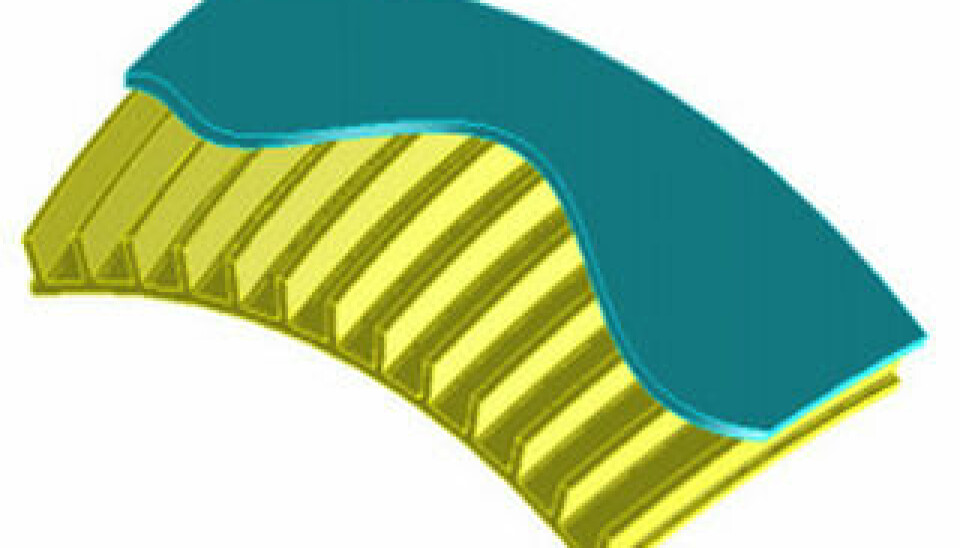


Det tar ett år att bygga och innehåller cirka 2 800 meter svetsfog. I dag invigs anläggningen i Trollhättan där munstycket till Europas kommande jätteraket ska tillverkas.

Publicerad
Annons






















































